

Po pierwsze: WYDAJNOŚĆ
Jeszcze większa
wydajność

Największe wyzwania
- Analiza danych historycznych postojów poszczególnych maszyn.
- Właściwe odwzorowanie pracy linii z uwzględnieniem awarii poszczególnych maszyn.
- Określenie lokalizacji (między którymi stanowiskami) oraz wielkości buforu.
Cel to określenie optymalnej wielkości buforu
W przypadku linii produkcyjnych, w których występuje duża zmienność, właściwie dobrana wielkość buforu może mieć znaczący wpływ na jej produktywność. Jest to zagadnienie, które bardzo trudno jest rozwiązać wykorzystując do tego np. Excela. Pracując na wartościach średnich procentowej dostępności maszyn, tracimy możliwość dokładnej analizy problemu.

Zawsze dążymy do celu
Efekty naszych działań
Optymalizacja
Określono optymalną lokalizację i wielkość buforu.
Większa wydajność
Efektem zaproponowanych zmian było zwiększenie wydajności linii o około 4,4%.
Rzetelna analiza
Symulacja pomogła w podjęciu świadomej decyzji w oparciu o rzetelną analizę.
know how. Na miarę XXI wieku.
Jak zrealizowaliśmy założenia?
Początek współpracy
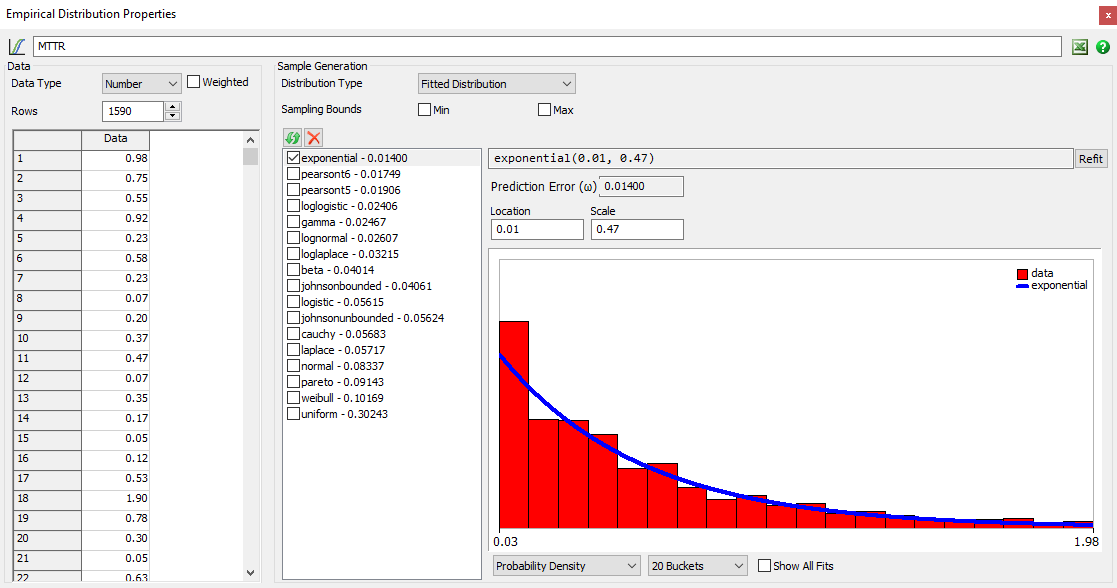
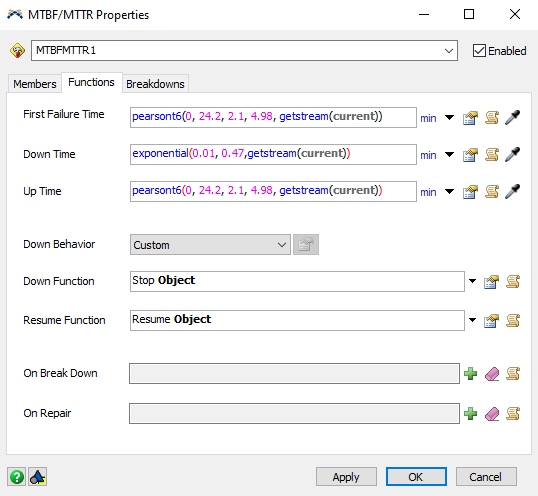
Jak w każdym projekcie symulacyjnym – pierwszym krokiem była analiza dostarczonych przez klienta danych. W tym przypadku, na podstawie danych historycznych, określono rozkłady czasów MTBF (Mean Time Between Failures) i MTTR (Mean Time To Repair). Przybrały one postać rozkładów stochastycznych – jeżeli dopasowanie było możliwe – lub rozkładów empirycznych – prace te wykonany przy użycie narzędzi zawartych w oprogramowaniu FlexSim.
Stworzenie modelu w oprogramowaniu FlexSim
Kolejnym krokiem było tworzenie modelu. Analizowana linii była automatyczna, transport pomiędzy poszczególnymi stacjami odbywał się przy wykorzystaniu przenośników.
Na podstawie layoutu linii (plik .dwg) oraz parametrów maszyn zbudowano model w oprogramowaniu FlexSim. Szczególną uwagę zwrócono na czasy cykli, prędkość przemieszczania się produktów i wielkość buforów. Stworzone wcześniej rozkłady wykorzystano w do właściwego odwzorowania pacy poszczególnych stanowisk.
wdrożenie
Jaką decyzję podjął klient?
Po pozytywnej weryfikacji i walidacji modelu symulacyjnego (porównaniu wyników rzeczywistej linii do tych otrzymanych po symulacji w FlexSim) rozpoczęto właściwą część analizy – czyli eksperymentowanie. Sprawdzono wiele scenariuszy dotyczących różnych możliwości umiejscowienia buforu oraz różnych jego wielkości. Wykorzystano tutaj symulację jako narzędzie do zadawania pytań WHAT IF – Co się stanie, jeśli umieścimy bufor na 200 sztuk między tymi maszynami – jak to wpłynie na wydajność linii?
Dla każdej możliwej decyzji o zmianach na linii – istniała możliwość obliczenia wartości KPI. FlexSim pomógł właścicielom procesu w podjęciu najlepszej decyzji dotyczącej rozbudowy linii.